各種3D打印材料特性你又知多少?

image source:Wilhelmsen
市場上的3D打印材料種類繁多,而且每種3D打印材料特性不同,所以今次介紹一下每種3D打印材料的特性,主要為FDM 3D打印材料。

工程3D打印材料
PLA (Polylactic Acid)
PLA 3D打印材料由玉米為主的材料所製成 ,PLA是其中一款最為廣泛使用的3D打印材料之一,它打印出來的物件較有光澤,而收縮率相對其他打印材料低,所以PLA不太容易產生模形低部翹邊或收縮的現象,較容易保持打印出的品質 ,因此被廣泛使用,PLA 3D打印材料應用很廣,可製作產品的Prototype。另一方面,PLA堅固,但是比較缺乏韌性。所以當PLA製成物件彎曲的時候,會較容易斷裂。另一方面,PLA融點較低,所以用PLA打印出來的物件要避免在60℃或以上的環境中使用,例如不要將熱水倒入PLA打印出來容器裡面,否則容器會變軟。打印溫度上PLA 3D打印材料介乎210℃至225℃,而加熱平台溫度約65℃。 PLA本身有大量顏色選擇,並分為1.75mm及2.85mm兩款。

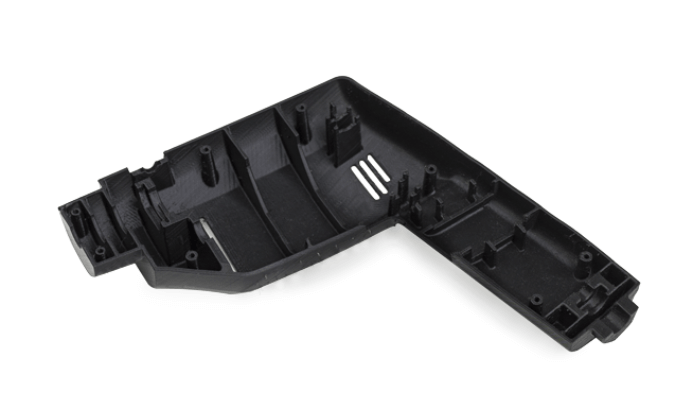
ABS (Acrylonitrile Butadiene Styrene)
除了PLA外ABS 3D打印材料也是一種常用的塑膠3D打印材料。用ABS打印出來的物件比較啞色。ABS堅固,同時有較強的韌性,所以即使承受壓力時會出現彎曲但不會斷裂,所以較適合用來打印功能性或機械部件,例如齒輪或有互相環扣(Interlock)的物品。另一方面,ABS收縮率較高,所以打印時容易出現模形底部翹邊或收縮現象,所以打印時需要用到漿糊筆,Kapton膠紙或加熱平台等讓它減少模形底部翹邊或收縮情況。由於ABS的熔點高,所以ABS打印出料的模型物品適合在80℃或以下的環境中使用。另一方面,用ABS製作的模型較容易作表面處理,例如用砂紙打磨等等。 打印溫度上ABS 3D打印材料介乎230℃至240℃,而加熱平台溫度約100℃至110℃。 ABS分為1.75mm及2.85mm兩款。


ASA
ASA是一種類似於ABS的非晶態熱塑性三元共聚物材料(thermoplastic terpolymer material),由製造商BASF於1970年以商品名Luran S製成。這兩種材料在結構水平上的區別在於ASA使用丙烯酸彈性體,而ABS使用丁二烯彈性體。 。
ASA之所以被稱為工程塑料,是因為即使在露天,雨水,寒冷和海水中長時間暴露後,它仍能保持其外觀和抗衝擊性。這就是為什麼它是我們在日常生活中看到和使用的許多產品中使用的材料的原因:房屋的一部分(屋頂覆蓋物),電氣裝置(接線盒),汽車零件(前格柵),玩具,戶外的結構元素(管道)和施工圖)等等。ASA分為1.75mm及2.85mm兩款。


彈性材料
3D打印彈性材料感覺像橡膠。 3D打印彈性材料可用於製造可彎曲或必須的部件例如手錶帶,彈簧,手機外殼等等。這種3D打印機材料打印具有柔軟橡膠特性的3D打印件,由於 3D打印彈性材料比較柔軟,所以打印上必須使用慢的打印速度來保持打印材料擠出來的時候不會產生噴頭堵塞現象。如果想把打印出來的物品更有彈性的話,可使用較少的填充物料。打印溫度上一般介乎210℃至220℃,而加熱平台溫度約30℃至40℃。
彈性材料比較考驗3D打印機性能,這裡推薦一款專門高速打印彈性物料的3D打印機Creator 4,它配置了專用的彈性物料打印頭Extruder-F,能高速打印多種不同彈性的物料例如95A, 82A 以及柔軟性極高的70A 及 60A 彈性物料。

復合性3D打印材料
碳纖復合材料
碳纖維3D打印物料其實是在基材中混入了細小的碳纖維,以改善打印材料的性能。一般會混入碳纖維的基材包括PLA,PETG,尼龍和ABS。碳纖維非常堅固並且使打印物料的強度和剛度增加。纖維有助於防止部件冷卻時收縮,這也意味著3D打印部件將更輕,尺寸更穩定。

image source:3dnatives
碳纖維長絲使用短碳纖維,該碳纖維由長度小於一毫米的線段組成,並與被稱為基礎材料的熱塑性塑料混合。可以用碳纖維填充材料購買許多流行的長絲,包括PLA,PETG,尼龍,ABS和聚碳酸酯。這些纖維非常堅固,它們使長絲的強度和剛度增加,並且還減輕了其總重量。碳纖維長絲的3D打印要求應類似於碳纖維添加到的基礎材料的要求。主要區別在於纖維會阻塞3D打印機的噴嘴,因此專家建議使用硬化的鋼噴嘴。另外,超過一定的纖維閾值,3D打印的零件將失去表面光潔度。
打印設置上,溫度,速度,打印平溫度與添加纖維的基礎材料的常規設置非常相似(例如,PLA基碳纖維打印物料可以用PLA打印設置作為測試起點,)。但是,由於添加了碳纖維,這些特殊打印物料更容易堵塞。
因此,利用混入碳纖維的3D打印物料進行打印後,建議立即通過噴嘴載入15-20cm PLA打印物料來清潔噴嘴。這將確保任何潛在的剩餘的碳纖維的3D打印物料從噴嘴中擠出。
不過要注意的是,碳纖維3D打印物料含有相對高濃度的極硬碳纖維,具有磨蝕性。通常,這些碳纖維將加速黃銅噴嘴的噴嘴磨損,因此使用不銹鋼或其他硬化合金的噴嘴會比較耐用。碳纖維復合材料分為1.75mm以及2.85mm兩款。
玻纖複合材料
玻璃纖維複合材料是指以玻璃纖維爲增強體,其他複合材料爲基體,然後經過加工成型後的新材料,由於玻璃纖維複合材料本身具有的一些特點,使其在各個領域得到了廣泛地應用,
玻璃纖維複合材料的主要特點:
1.機械性能優良。玻璃纖維複合材料的拉伸強度低於鋼,高於球墨鑄鐵和混凝土,而比強度大約是鋼的3倍,球墨鑄鐵的10倍。
2.耐腐蝕性好。通過合理的原材料選型和科學的厚度設計,玻璃纖維複合材料在酸、鹼、鹽等有機溶劑環境中可長期使用
3.良好的保溫性能。玻璃纖維複合材料具有導熱係數低的特點,是優良的絕熱材料,因此,在溫差較小的情況下不需要做特殊的保溫,就能達到很好的保溫效果。
4.熱膨脹係數小。由於玻璃纖維複合材料的熱膨脹係數小,可在地表、地下、海底、高寒、沙漠等各種惡劣條件下正常使用。
5.優良的電絕緣性。可用來製造絕緣體。高頻下仍能保持良好的介電性。微波透過性良好,適應使用於輸電和多雷區。
復合性材料3D打印建議
復合性材料進行3D打印時,因為材料的特性問題,所以對噴頭,擠出齒輪,亦或者擠出溫度都有著更高的要求。
建議:在打印前,先把打3D印機擠出組件替換成更具耐磨性的不鏽鋼或硬化合金配件,定期清理噴頭以及擠出齒輪中殘留的物料。
推薦一款專門打印復合性材料的3D打印機Creator 4 ,它可配搭專門用於複合性材料的Extruder-HS,打印溫度達 360℃的 專業噴頭,能夠有效打印多種高階材料,包括碳纖維複合物料PACF / PET-CF / PP-CF / PA-GF / PP-GF / PPS-CF 及 PC-ABS 和 PPS 等高溫工程材料。
特殊物料
水溶性支撐物料(Polyvinyl alcohol)
某些3D模型是需要支撐材料支撐才能成功打印出來的,例如一些有懸空部分的模型。因為懸空部分無法3D打印出來的,所以這個時候便需要支撐物料承托著來進行打印,而水溶性支撐物料就是能在水中溶解。當打印成品跟水溶性支撐物料一起放在水中一段時候後,支撐物料完全溶掉從而得到最終的打印完成品。



材料安全的重要性
很多用戶其實對3D打印時產生的氣體有所顧慮,從而延伸出很多疑問。
3D打印機排放的這些氣體會對人體造成多大危害呢?如果把3D打印機放在臥室,讓它徹夜運作會對身體產生危害嗎?如果把3D打印機放在辦公室內會影響員工的健康嗎?
這裡解答一下,3D打印機在打印時都會產生排放物,其中一些無害但有異味,是材料加熱後產生的,另一些則可能會危害健康。要判斷這些排放物是否安全,需要關注打印機釋放的顆粒物(PM)和揮發性有機化合物(VOCs)含量。
市面上有形形色色的3D打印材料,所以人們常常會忽略了材料安全的重要性。為了用家們的健康,建議在選擇材料時先查看是否具有安全認證。

image source:X-MOL
3D打印材料常見問題
Q1:3D線材如何打印出優質效果?
1、選擇一款市面上優質的品牌耗材和3D打印設備,優質的產品會讓你事半功倍。
2、確保材料情況,沒有斷裂和受潮的問題,出現這兩種情況會極大的影響打印體驗及模型的質量
3、調整參數,可以參考文章中的打印參數去設置,根據實際情況去調節回抽、層厚、、底層厚度、外殼厚度、密度等參數,有助打印出優質模型。
Q2:如何處理3D模型懸空位置不美觀?
3D模型懸空位置不美觀,能夠通過調整模型擺放,打印參數以及選擇輔助物料去修正。
1、模型擺放,可以調整模型擺放角度,盡量減少模型出現較多的傾斜角度,這樣能夠減少打印支撐的需求。
2、調整打印參數,可以通過調節支撐的X\Y間隙生成距離,密度,支撐與模型的Z間隙距離,調節X\Y間隙距離生成距離,能夠讓在同等距離生成更密集的支撐。調節密度,有助於調節支撐的堅固性,減少支撐坍塌或者碎裂影響接觸面。調節支撐與模型的Z間隙,有助於獲得更為緊實的接觸受力點。甚至可以考慮開啟支撐與模型的接觸底板,不過這樣會相對難去除支撐。
3、選擇輔助物料,現在市面上有很多水溶性支撐是幫助模型打印出更加漂亮的效果,同時也能夠更容易去除支撐,因為多了水溶性支撐,所以在接觸面的地方可以大方貼合,無須考慮懸空問題。
 https://3dlabstore.com.hk/wp-content/uploads/2024/03/bf93256f80d39e3d3ac232ad56949f7a.jpg
352
600
labstore
https://3dlabstore.com.hk/wp-content/uploads/2023/12/3dlabstore.png
labstore2024-03-25 15:54:142024-04-24 10:35:47物料乾濕度對打印效果的影響
https://3dlabstore.com.hk/wp-content/uploads/2024/03/bf93256f80d39e3d3ac232ad56949f7a.jpg
352
600
labstore
https://3dlabstore.com.hk/wp-content/uploads/2023/12/3dlabstore.png
labstore2024-03-25 15:54:142024-04-24 10:35:47物料乾濕度對打印效果的影響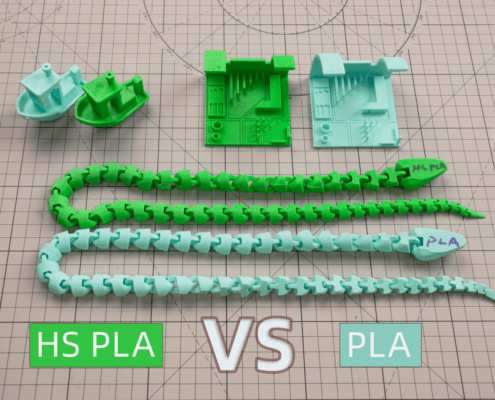 https://3dlabstore.com.hk/wp-content/uploads/2024/02/0d9c05858662e01327b2cbbc76d68051.png
1080
1440
3dlabstore
https://3dlabstore.com.hk/wp-content/uploads/2023/12/3dlabstore.png
3dlabstore2024-02-21 12:43:542024-02-24 23:45:47為什麼選擇高速3D打印耗材?HS PLA vs PLA
https://3dlabstore.com.hk/wp-content/uploads/2024/02/0d9c05858662e01327b2cbbc76d68051.png
1080
1440
3dlabstore
https://3dlabstore.com.hk/wp-content/uploads/2023/12/3dlabstore.png
3dlabstore2024-02-21 12:43:542024-02-24 23:45:47為什麼選擇高速3D打印耗材?HS PLA vs PLA https://3dlabstore.com.hk/wp-content/uploads/2022/05/ABS物料打印原理及用途-1-1.png
406
682
3dlabstore
https://3dlabstore.com.hk/wp-content/uploads/2023/12/3dlabstore.png
3dlabstore2023-10-25 12:22:072023-12-10 22:02:07ABS物料打印原理及用途
https://3dlabstore.com.hk/wp-content/uploads/2022/05/ABS物料打印原理及用途-1-1.png
406
682
3dlabstore
https://3dlabstore.com.hk/wp-content/uploads/2023/12/3dlabstore.png
3dlabstore2023-10-25 12:22:072023-12-10 22:02:07ABS物料打印原理及用途 https://3dlabstore.com.hk/wp-content/uploads/2022/04/利用PLA-3D打印線材的屬性能得到什麽用途-5.jpg
427
721
3dlabstore
https://3dlabstore.com.hk/wp-content/uploads/2023/12/3dlabstore.png
3dlabstore2023-10-18 11:30:222023-12-10 22:01:38PLA 3D打印線材有什麼用途?
https://3dlabstore.com.hk/wp-content/uploads/2022/04/利用PLA-3D打印線材的屬性能得到什麽用途-5.jpg
427
721
3dlabstore
https://3dlabstore.com.hk/wp-content/uploads/2023/12/3dlabstore.png
3dlabstore2023-10-18 11:30:222023-12-10 22:01:38PLA 3D打印線材有什麼用途? https://3dlabstore.com.hk/wp-content/uploads/2023/06/MetalFil-PLA金屬粉末復合料絲應該如何3D打印?1-1.jpg
750
750
Jerry
https://3dlabstore.com.hk/wp-content/uploads/2023/12/3dlabstore.png
Jerry2023-06-15 11:39:182023-06-15 12:15:38MetalFil PLA復合料絲應該如何3D打印?
https://3dlabstore.com.hk/wp-content/uploads/2023/06/MetalFil-PLA金屬粉末復合料絲應該如何3D打印?1-1.jpg
750
750
Jerry
https://3dlabstore.com.hk/wp-content/uploads/2023/12/3dlabstore.png
Jerry2023-06-15 11:39:182023-06-15 12:15:38MetalFil PLA復合料絲應該如何3D打印? https://3dlabstore.com.hk/wp-content/uploads/2022/04/水溶性支撐有什麼優點-3.jpg
444
737
3dlabstore
https://3dlabstore.com.hk/wp-content/uploads/2023/12/3dlabstore.png
3dlabstore2023-03-16 10:15:252023-03-16 11:21:20水溶性支撐有什麼優點?
https://3dlabstore.com.hk/wp-content/uploads/2022/04/水溶性支撐有什麼優點-3.jpg
444
737
3dlabstore
https://3dlabstore.com.hk/wp-content/uploads/2023/12/3dlabstore.png
3dlabstore2023-03-16 10:15:252023-03-16 11:21:20水溶性支撐有什麼優點? https://3dlabstore.com.hk/wp-content/uploads/2023/01/Petg料絲打印效果4.jpg
506
750
3dlabstore
https://3dlabstore.com.hk/wp-content/uploads/2023/12/3dlabstore.png
3dlabstore2023-01-13 02:45:482023-01-13 02:56:28PETG物料3D打印應用
https://3dlabstore.com.hk/wp-content/uploads/2023/01/Petg料絲打印效果4.jpg
506
750
3dlabstore
https://3dlabstore.com.hk/wp-content/uploads/2023/12/3dlabstore.png
3dlabstore2023-01-13 02:45:482023-01-13 02:56:28PETG物料3D打印應用 https://3dlabstore.com.hk/wp-content/uploads/2022/04/利用FDM技術做雕塑可以做到有幾似-4.jpg
773
1024
3dlabstore
https://3dlabstore.com.hk/wp-content/uploads/2023/12/3dlabstore.png
3dlabstore2022-04-15 12:52:042022-04-19 12:16:32利用FDM技術做雕塑可以做到有幾似?
https://3dlabstore.com.hk/wp-content/uploads/2022/04/利用FDM技術做雕塑可以做到有幾似-4.jpg
773
1024
3dlabstore
https://3dlabstore.com.hk/wp-content/uploads/2023/12/3dlabstore.png
3dlabstore2022-04-15 12:52:042022-04-19 12:16:32利用FDM技術做雕塑可以做到有幾似? https://3dlabstore.com.hk/wp-content/uploads/2021/08/可隨溫度變化改變物質形態的3D打印物料與建築材料混合使用-3.jpg
524
908
labstore
https://3dlabstore.com.hk/wp-content/uploads/2023/12/3dlabstore.png
labstore2021-08-17 16:10:282021-08-17 16:10:28可隨溫度變化改變物質形態的3D打印物料與建築材料混合使用
https://3dlabstore.com.hk/wp-content/uploads/2021/08/可隨溫度變化改變物質形態的3D打印物料與建築材料混合使用-3.jpg
524
908
labstore
https://3dlabstore.com.hk/wp-content/uploads/2023/12/3dlabstore.png
labstore2021-08-17 16:10:282021-08-17 16:10:28可隨溫度變化改變物質形態的3D打印物料與建築材料混合使用





License: The text of “各種3D打印材料特性你又知多少?” by 3D Lab Store is licensed under a Creative Commons Attribution 4.0 International License.